






2018/08/16
10570
激光脉冲频率与激光切割的关系
激光进行微细加工时,加工部的热量过于集中,很容易发生熔损或过烧。像这样的加工,就要边冷却边加工,以反复进行光束的照射( ON)与停止(OFF)的激光脉冲条件为佳。
激光脉冲频率与激光切割的关系
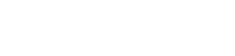
图1. 11-1中以激光切割53mm厚SK3材料为例,显示了在不同激光脉冲频率条件下的切缝截面、热影响层宽度的变化情况。热影响越大,热输入就越多,也就越容易产生被熔掉或过烧等现象。热影响基本是在切缝的左右均匀发生,并从上部向下部呈递增趋势。图中数据是对切缝的上部(HD)、中部(HM)、下部(HD)三处的热影响层宽度进行测量的结果。相对于脉冲频率的变化,上部(Hu)和中部(Hm)的热影响层宽度变化较小;下部(HD)热影响层宽度在频率为50Hz时是基本与中央部(HM)相同的,随着激光脉冲频率的降低,下部热影响呈减少趋势。
激光脉冲频率与激光切割的关系
【激光脉冲频率原理】
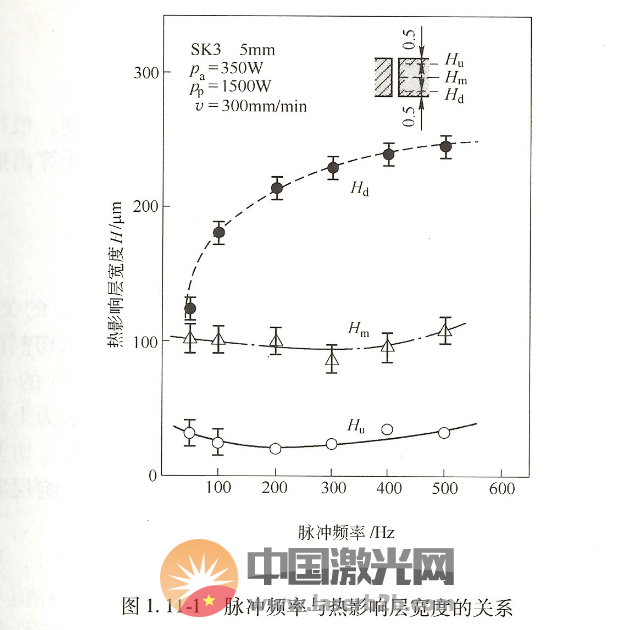
激光脉冲条件变化时,不参与激光切割而从加工材料穿过到达底面的激光量也相应发生变化。图1. 11-2是通过切割时透过加工材料底面的激光功率P2与所照射的激光功率P1的关系计算出的光束被加工材料的吸收利用率y[(P1-P2)/P3]。在测量P2时,为了排除熔融金属的热影响.使用的是图(b)所示方法。从图中可以看出,频率越低,不参与加工而直接透过的能量就越多,能量被加工材料利用的比率就越低,加工中的热输入就越少。降低频率后,单一脉冲的能量得到提高,单一脉冲的加工量也因此而加人,板厚方向的加工能力得到扩大。另外,由于停止( OFF)的时问也同时增加,这就使抑制过烧或熔损的冷却能力得到强化。不过,单一脉冲的加工时间和停止时间的变长,会使光束照射位置周围的熔融范围变大,切割面粗糙度变差。而提高频率时,每一脉冲在板厚方向的加工能力和冷却能力都会降低,抑制过烧或熔损的能力也会相应降低。高频率条件下的加工特性接近于CW加工。

领先激光及焊接工业国际贸易平台
欢迎莅临广州国际激光及焊接工业展览会!
主办单位官方微信

