






2021/07/05
743
激光焊接技术在紫铜焊接应用的难点解析- 广州国际激光及焊接工业展览
2022年广州国际激光及焊接工业展览会即将于2022年3月3-5日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
目前工业制造中,有色金属的消耗量紫铜排行第二,仅次于铝。紫铜在建筑工业、电气、机械制造等行业都有着广泛应用。紫铜有着良好的导电性和导热性,极好的塑性,易于热压和冷压力加工,随着生产需求的不断提升,紫铜的应用也逐渐被扩展。
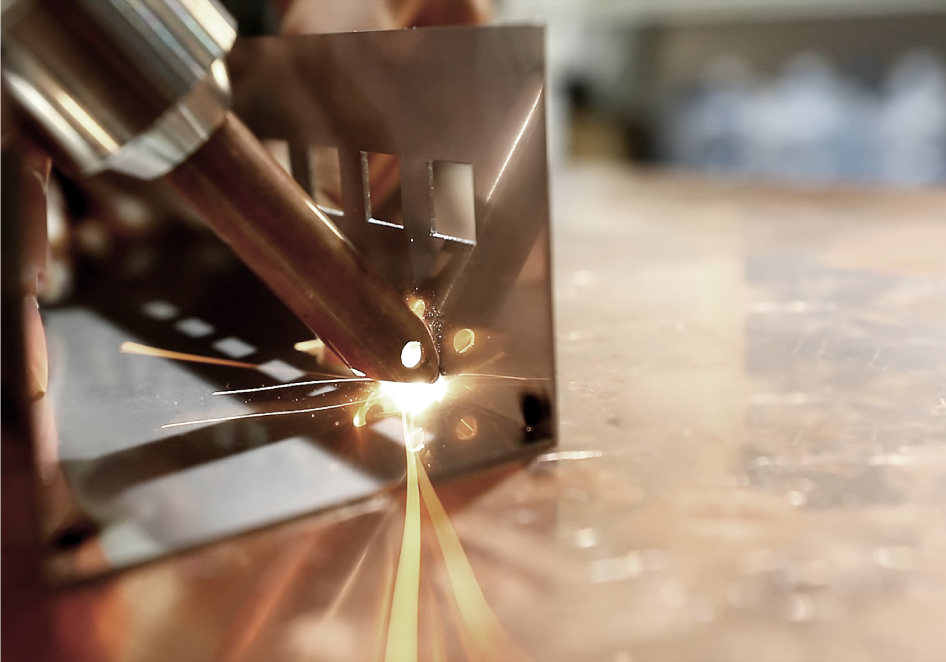
激光焊接具有能量密度大、熔化金属量少、热影响区窄,以及焊接质量高和生产效率高等优点,应用于紫铜焊接可以有效提高生产效率,逐渐被越来越多的行业选择。但由于高反材料对光纤激光的吸收率较低,所以加工难度也较大,这对激光光源也有着更多的要求。
紫铜焊接容易出现的问题:
(1)难融合和易变性:由于紫铜的导热系数比较大,焊接时热量传输速度很快,焊接件整体的热影响区也大,很难将材料融合在一起;又由于紫铜的线膨胀系数很大,焊接受热时,夹具夹紧力度不当都会使材料发生变形。
(2)易出现气孔:紫铜焊接时会产生的另一个重要问题是气孔,尤其是深熔焊接时更严重。气孔的产生主要是两种情况导致的,一种是氢元素溶解在紫铜中而直接产生的扩散性气孔,另外一种是氧化还原反应带来的反应气孔。
解决办法:
室温下紫铜对红外激光的吸收率约为5%,加热到熔点附近后吸收率能够达到20%左右,要实现紫铜的激光深熔焊接,就必须提高激光功率密度。
采用高功率的激光器再配合摆动焊接头,在深熔焊接时用光束搅动熔池、扩大匙孔,益于气体溢出,使焊接过程更稳定,飞溅更少,焊后微气孔更少。
焊接技巧:
(1)焊接时焊接头的角度倾斜,以防止长期回反光损伤激光器。
(2)激光的功率一定要达到紫铜的吸收值防止光被反射。
(3)激光器小芯径能量密度比集中易达到紫铜的吸收值。
(4)摆动焊接可提升焊接的表面质量。
文章来源:OFweek激光网
2022年广州国际激光及焊接工业展览会即将于2022年3月3-5日在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网 https://lw-asia.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先激光及焊接工业国际贸易平台
欢迎莅临广州国际激光及焊接工业展览会!
主办单位官方微信

