






2021/07/26
748
如何正确使用激光焊接机呢?- 广州国际激光及焊接工业展览
2022年广州国际激光及焊接工业展览会即将于2022年3月3-5日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
现阶段,制造、汽车和眼镜行业都对激光焊接机有部分需求。激光焊接机在使用过程中,常用的技术参数调试、操作方向和流程,你了解多少?
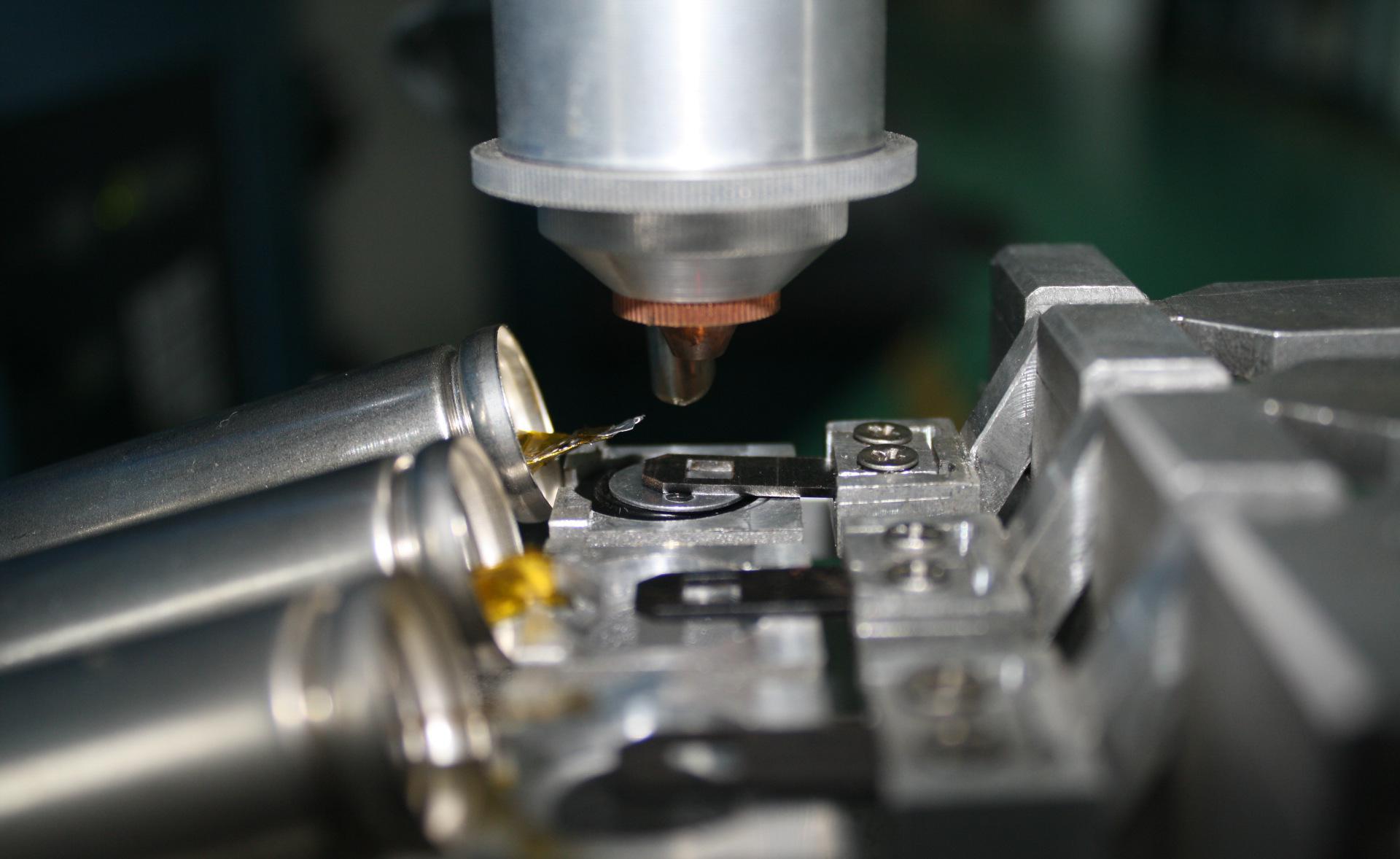
首先我们了解一下激光焊接机的主要参数
1. 激光功率密度
功率密度是激光加工中最关键的参数之一。具有更高的功率密度,可以在微秒的时间范围内将表层加热到沸点,从而产生大量汽化。因此,高功率密度有利于材料去除加工,如冲压、切割和雕刻。对于较低的功率密度,表面温度需要几毫秒才能达到沸点。在表层汽化之前,底层达到熔点,这样容易形成良好的熔焊。因此,在导电激光焊接中,功率密度在104~106W/cm2范围内。
束斑尺寸是激光焊接中最重要的变量之一,因为它决定了功率密度。但是对于大功率激光器来说,它的测量是一个难题,虽然有很多间接测量技术。
2.材料吸收值
材料对激光的吸收取决于材料的一些重要性质,如吸收率、反射率、热导率、熔化温度、蒸发温度等,其中最重要的是吸收率。
影响材料对激光束吸收率的因素包括两个方面:一是材料的电阻率。在测量材料抛光表面的吸收率后,发现材料的吸收率与电阻率的平方根成正比,电阻率随温度变化。并改变;其次,材料的表面状态(或光洁度)对光束吸收率有更重要的影响,对焊接效果有显着影响。
CO2激光器的输出波长通常为10.6μm。非金属如陶瓷、玻璃、橡胶、塑料等在常温下的吸收率很高,而金属材料在常温下的吸收率很差,直到材料熔化甚至放气为止。它的吸收只会急剧增加。使用表面涂层或在表面生成氧化膜的方法对于提高材料对光束的吸收非常有效。
3. 脉冲形状和宽度
脉冲波形是焊接中的一个重要问题,特别是对于薄板焊接。当高强度光束撞击材料表面时,金属表面的部分能量会被反射损失,反射率随表面温度而变化。在脉冲作用期间,金属的反射率变化很大。
脉冲宽度是脉冲焊接的重要参数之一。它不仅是不同于材料去除和材料熔化的重要参数,而且是决定加工设备成本和体积的关键参数。
4.散焦的效果
由于激光焦点处光斑中心的功率密度过高,容易蒸发成孔。在远离激光焦点的每个平面上,功率密度分布比较均匀。有两种散焦方法:正散焦和负散焦。如果焦平面在工件上方,则为正离焦,否则为负离焦。根据几何光学理论,当正负离焦平面与焊接平面的距离相等时,对应平面上的功率密度大致相同,但得到的熔池实际形状不同。当散焦为负值时,可以获得更大的穿透深度,这与熔池的形成过程有关。
激光焊接机操作步骤
开始前的准备
1、检查激光焊接机电源连接是否完好,水循环是否正常;
2、检查机内设备气路连接是否正常;
3、检查机器表面无灰尘、斑点、油污等。
4、开机前,先打开自动工作台等运动控制部件的电源,检查各部件是否运行正常,然后在正常情况下打开电脑。
开机
1、打开电源,打开主电源开关;
2、依次打开水冷却器、激光发生器等;
3、打开氩气阀,调节气体流量;
4、输入当前要执行的工作参数;
5. 进行焊接操作。
关掉
1、退出程序并关闭激光发生器;
2、按顺序关闭除尘器、水冷却器等设备;
3、关闭氩气瓶阀门;
4. 关闭主电源开关。
也就是说,操作者在操作激光焊接机时,要注意其操作过程和程序,并能以特定的方式进行调试。材料的特殊要求或焊接工艺的差异可能会导致设备运行不正常。只有这样,激光焊接机才能保持良好的加工效果,为我们带来高效、标准化的生产。
文章来源:头条号
2022年广州国际激光及焊接工业展览会即将于2022年3月3-5日在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网 https://lw-asia.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先激光及焊接工业国际贸易平台
欢迎莅临广州国际激光及焊接工业展览会!
主办单位官方微信

