






2022/02/14
1466
滚焊工艺,你了解吗- 广州焊接展
2022年广州国际激光及焊接工业展览会即将于2022年3月3-5日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
滚焊属于一种电阻焊,是将工件组对后形成搭接或对接接头,再置于两滚轮电极间,滚轮电极压紧焊件并转动,连续或断续通电,形成一条连续焊缝的焊接方法。滚焊广泛应用在要求密封性的接头制造上,有时也用来连接非密封性的钣金件,被焊金属材料的厚度通常在0.1~2.5mm。
波纹管应用在阀门中,主要起密封隔离作用。在各种波纹管阀门中,无论是截止阀、节流阀、调节阀还是减压阀,波纹管都是作为阀杆的无填料密封隔离元件。在阀门工作过程中,波纹管与阀杆一起进行轴向位移和复位。同时,它还承受流体的压力并保证密封。与填料密封阀门相比,波纹管阀门具有更高的可靠性和使用寿命,因此,波纹管阀门在核工业、石油、化工、医药及航空航天等领域得到了广泛应用。在实际应用中,波纹管经常与其他元器件如法兰、接管和阀杆等焊为一体。采用滚焊的方法焊接波纹管,效率高,应用较多。
公司所生产的核用真空阀,应用于介质为易燃、易爆且有放射性物质的铀氟化物环境下,其中的波纹管材料为1Cr18Ni9Ti,厚度为0.12mm,与阀瓣、压盖通过滚焊的方式进行连接,要求焊缝在一定压力下必须有可靠的密封性能。为了调试并改造现有的滚焊设备,使之满足生产要求,进行了工装设计和工艺试验,取得了理想的效果。
2. 滚焊设备
采用FR—170型电容储能滚焊机,储能电容容量340μF,充电电压调节范围600~1 000V,电极压力调节范围200~800N,标称最大储量170J。该机在电路中采用零封闭式的整形电路,消除了网压波动的弊端,能确保脉冲频率和充电电压保持稳定。
3. 原工艺存在的问题
(1)焊接过程不稳定 滚焊过程中,表面飞溅大,焊渣容易粘附在滚轮电极上,给滚轮的连续使用造成很大困难。
(2)可操作性差 因波纹管具有弹性,在没有适当的焊接工装定位的情况下,焊缝容易发生偏移,电极容易碰到波纹管其他部位,引发打火飞溅,一周焊接完成后焊缝首尾搭接不一致,焊缝密封性达不到要求。
(3)焊缝质量差 焊点压痕过深,表面过热,甚至出现局部烧穿,由此形成的焊缝质量差,无法达到气压试验的要求。
(4)制约产品成本 核阀波纹管造价昂贵,若出现烧穿则波纹管报废,增加产品成本。
4. 主要工艺参数分析
(1)电极压力 对于滚焊,电极施加在工件上的压力是影响焊缝质量的一个重要参数。电极压力过小,会造成表面局部烧穿、溢出、表面飞溅及焊透率过大;电极压力过大,会使压痕过深,同时会加速电极滚轮的变形和损耗。
(2)焊接速度及脉冲频率 一个密封滚焊的焊缝,绝不是焊点愈密愈好,焊点间的重叠系数以30%为宜,焊接速度及脉冲频率的变化直接影响到重叠率的变化。
(3)充电电容及电压 改变充电电容或充电电压,使焊接时向工件传递的能量发生变化;二者不同参数的匹配方式,又有强规范和弱规范的区别,而针对于不同的材料,需要采取不同的能量规范。
(4)滚轮电极端面形式及尺寸 常用的滚轮电极形式有F型、SB型、PB型和R型四种,当滚轮电极端面尺寸不合适时,会影响焊核形成尺寸和焊透率,也会对焊接过程造成一定的影响。
由于对滚焊接头质量要求主要体现在接头应具有良好的密封性和耐蚀性上,确定以上几种参数时应考虑到对焊透率和重叠率的影响。实际焊接过程中,各种参数是相互影响的,必须进行适当配合、调整才能获得优质的滚焊接头。
5. 调试改进措施
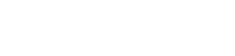
(1)焊接顺序的确定 针对波纹管组件连接结构,确定合适的焊接顺序,先进行波纹管大径端与压盖的焊接,焊接时采用工装将压盖-波纹管组件固定在下电极上,通过工装与压盖接触来限制波纹管组件在下电极轴向位置发生偏移。有了工装的限位作用,便可进行批量波纹管大端的焊接。大径端焊接完成后再将整体拧入下电极进行小径端与阀瓣的焊接,如图1所示。
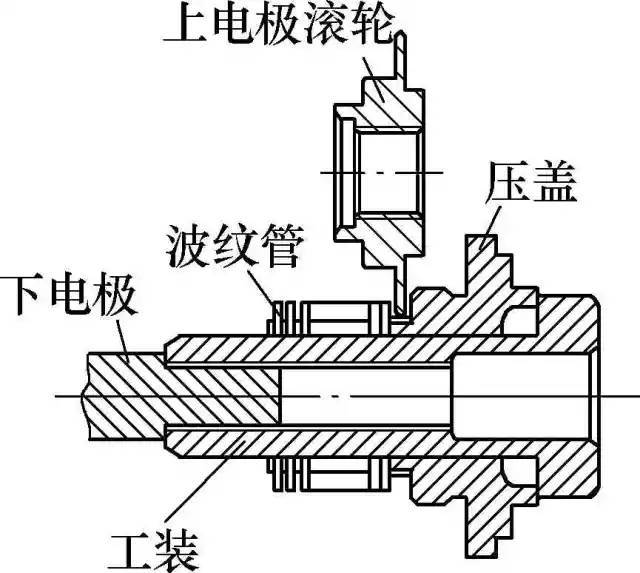
图1
(2)电极压力的确定 滚焊过程中的电极压力,是由加压机构在下压时由预压缩弹簧施加给工件的伸张力。弹簧每压缩1mm,则电极压力增加40N,焊接前通过调节加压前电极滚轮与工件的间距,进而确定下压后的电极压力。在初期试验过程中,根据以往经验,针对厚度为0.12mm的不锈钢波纹管,我们采用了80~100N的电极压力,发现电极滚轮的磨损较为严重。通过反复试验,发现电极压力在50N以下时,滚焊过程中开始出现飞溅,打火,而在60~80N时,未出现飞溅、焊缝成形可以达到要求,因此选择60N作为较为理想的电极压力参数,有利于延长滚轮的寿命,减少修磨次数。
(3)电极材料的确定 该电容储能滚焊机的电极滚轮材质为纯铜,在实际使用过程中,待焊接部位成凹槽状,且宽度只有5mm,考虑到实际焊接过程中对刀出现的偏差,要求与工件接触的电极滚轮厚度至少小于2mm,但减小电极滚轮的厚度会造成电极滚轮强度的下降,在电极压力和电阻热量的双重作用下,电极滚轮会出现端面变粗、翻边,进而影响焊缝的成形及质量。通过查阅资料,综合考虑材料的强度、电导率及软化温度这三个重要因素,我们选择了铬锆铜作为新制滚轮电极的材料。如表1所示,铬锆铜电导率虽比纯铜低,但铬锆铜的硬度和软化温度都高于纯铜,这就大大提高了电极滚轮端面抗变形的能力。实验证明,采用铬锆铜制作的滚轮电极,端面厚度为1.4mm时,不易发生变形。
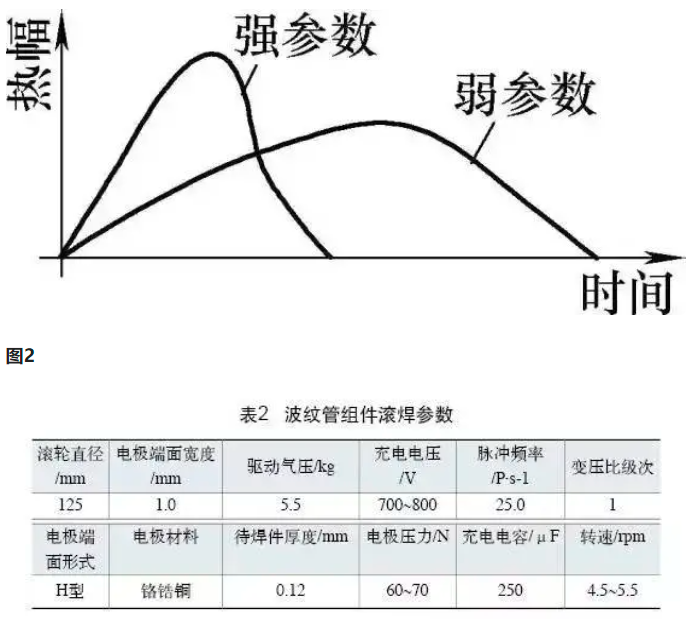
(4) 焊接参数的确定 对于不同金属材料、不等厚度构件的滚焊,要选择与之相适应的焊接参数。在同等能量下,有强弱参数之分,如图2所示,加热幅值大而时间短为强参数,加热幅值小而时间长为弱参数。我们所焊接的波纹管材质为1Cr18Ni9Ti,导热系数较低,电阻较大,需要采用弱参数。确定的焊接参数如表2所示,按此参数,对500套波纹管组件进行了焊接。
6. 检验及结果
焊接完成后,对组焊件进行气压强度试验,试验压力为0.6MPa,合格后进行总装,然后进行灵敏度更高的氦气检漏。
统计后发现,波纹管组件滚焊焊缝一次试压合格率为95%,焊缝表面无明显缺陷,无烧穿、溢出、压痕过深及表面飞溅等缺陷,发生泄漏的多是因为某个点或某一小段未焊透所致,分析认为这与波纹管的清洁度及装配间隙有关。调整后,通过补焊,全部达到设计要求,未出现一件废品。
7. 结语
(1)核用真空阀波纹管组件焊缝质量要求较高。通过制作适当的工装,确定适当的电极材料和端面尺寸,选择合理的焊接顺序和焊接参数,可以保证0.12mm厚的1Cr18Ni9Ti波纹管组件滚焊焊缝质量。
(2)工件的焊前清理以及装配间隙是影响滚焊质量的重要因素,对于装配间隙较大的工件,适当加大电极压力,可取得良好的效果。
(3)因未焊透发生泄漏的焊缝,再次补焊可达到设计要求,不会影响正常使用。

文章来源:腾讯网-滚焊工艺
2022年广州国际激光及焊接工业展览会即将于2022年3月3-5日在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网 https://lw-asia.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先激光及焊接工业国际贸易平台
欢迎莅临广州国际激光及焊接工业展览会!
主办单位官方微信

