






2020/03/21
1964
激光焊接工艺解析:保护气吹气角度对焊缝形貌的影响
为响应及全力配合做好新型冠状病毒感染肺炎疫情防控工作,原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际激光及焊接工业展览会将延期举行。新展期将另行通知,最新消息敬请关注官网:https://lw-asia.gymf.com.cn
邀您关注今日新资讯:
为什么需要保护气?
连续激光焊接是利用高能激光束作为热源照射到工件表面,从而使工件熔化并连接,实现优良的焊接接头。在高功率激光焊接过程中,激光照射到材料表面使工件熔化,但高温同时伴随着金属的气化,形成金属蒸汽等离子体。形成的金属蒸汽等会对激光有吸收、折射和反射的作用,使实际到达工件表面的能量减弱,影响熔池的稳定。
所以焊接过程中需要吹电离能较大的保护气体抑制等离子体的产生,同时,保护气在焊接过程中还具有隔绝空气的作用,使熔池不被氧化;也可以减小焊接飞溅,使焊缝表面均匀光滑。
保护气对焊缝形貌的影响
除了根据焊接材料选择合适的保护气外,研究保护气的吹气角度、方向、流量等参数对焊缝形貌的影响十分必要。下面我们基于相同的焊接条件下,研究保护气不同吹气角度对焊缝的影响。
通过实验测试,控制吹气其他变量相同的情况下,在不同流量大小时对焊缝形貌的影响趋势相同,只是流量越大,对焊缝熔深影响越明显,对焊缝表面及下部熔宽影响不大,因此,在保护气流量为5L/min的情况下且控制其他变量的条件下,仅变更吹气角度,进行吹气角度的研究,测试结果如图1,焊缝形貌横截面金相图如图2。
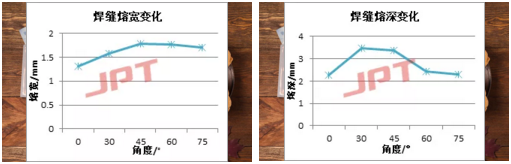
图1 不同吹气方式对焊缝熔深、熔宽的影响
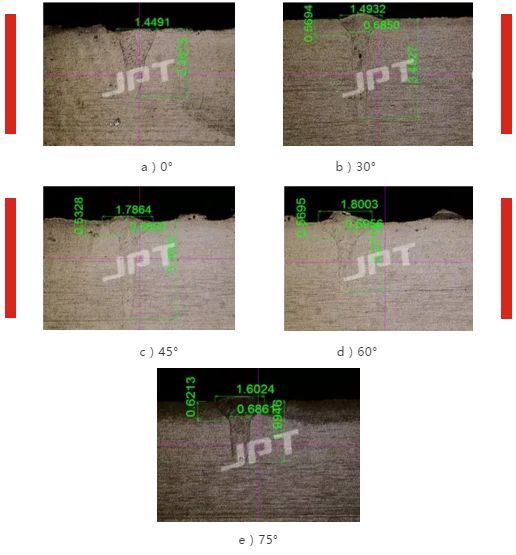
图2 不同吹气角度时的焊缝形貌
通过实验数据看出,焊缝熔深随着吹气角度的增大先增大,后减小,在0°或大于45°时,熔深都快速减小,当吹气角度为30°时,焊缝熔深达到最大。
焊缝熔宽由等离子体对激光的衰减和气流对熔池的作用共同决定,在吹气角度为0°时,熔宽最小;随吹气角度增大,熔宽增大,当角度大于45°时,熔宽变化不大。
结果分析
保护气对焊缝形貌的影响主要是通过控制等离子体的大小来决定激光到达工件表面的功率密度,观察焊缝横截面金相图,可以看出在0°或75°时,焊缝形貌倾向于热导焊模式,在30°和45°时,呈现明显的深熔焊形貌。
综上所述,在相同焊接工艺参数条件下,若要较大熔深,建议保护气吹气角度为30°,若要表面熔宽较大,建议采用45°吹气角度,若要下部熔宽较大,建议采用0°或75°吹气角度。
文章来源:OFweek激光网
原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际激光及焊接工业展览会将延期举行。更多精彩论坛活动,欢迎登录官网 https://lw-asia.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先激光及焊接工业国际贸易平台
欢迎莅临广州国际激光及焊接工业展览会!
主办单位官方微信

